联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
一、型号规格核验
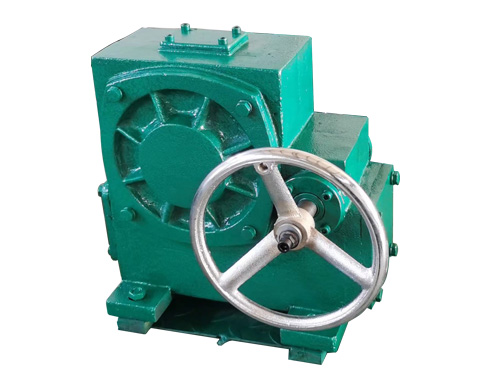
对照设计图纸与设备清单,逐一核对TP二次包络减速机的型号、中心距、传动比等核心参数,确定与安装需求全部匹配。同时检查减速机本体的标识牌,确认出厂编号、额定载荷、许用转速等技术信息无误,避免因型号不符导致后期传动系统不兼容。
二、部件完整性检查
开箱后对减速机主体、蜗轮蜗杆副、连接法兰、传动轴、键槽、防护罩等所有附件进行外观检查,查看是否存在磕碰变形、裂纹、锈蚀等损伤。主要检查蜗轮齿面、蜗杆螺纹的完整性,若发现齿面有崩缺、螺纹有断牙等缺陷,需及时替换部件,防止安装后影响传动精度。
三、安装环境清理
全部清理安装区域的地面、基础平台,移除杂物、灰尘、油污等,安装环境整洁干燥。若安装位置靠近粉尘、潮湿区域,需提前搭建防护棚或设置隔离屏障,避免后续安装过程中杂质进入减速机内部,同时为后期运行创造良好环境。
四、基础平整度检测
使用精度为0.02mm/m的水平仪,对安装基础的水平度和垂直度进行全部检测。基础表面的平面度误差需控制在0.05mm/m以内,垂直度误差不超过0.1mm/m。若基础存在凹凸不平,需采用研磨或灌浆的方式进行找平,确定减速机安装后受力均匀,运行平稳。
五、安装支架预调试
提前组装安装支架,将其放置在基础平台上,通过调整地脚螺栓的高度,使支架的水平度和垂直度符合要求。使用扭矩扳手按照规定力矩紧固支架螺栓,力矩值需参考设备技术手册,一般为螺栓公称直径的1.2-1.5倍,防止运行时支架松动引发振动。
六、连接部件精度测量
对减速机输出轴、输入轴与电机、负载设备的连接轴径进行测量,轴径的尺寸公差需符合过渡配合要求,配合间隙控制在0.01-0.03mm之间。同时检测键槽的对称度和深层,对称度误差不超过0.03mm,偏差控制在±0.02mm以内,确定键连接的性。
七、润滑油与工具准备
根据减速机的型号和工况,准备对应牌号的二次包络用润滑油,润滑油的黏度等级需符合高温、重载等特别工况要求。同时准备安装所需的用工具,如扭矩扳手、铜锤、百分表、激光对中仪等,工具的精度和完好性,避免因工具不当导致安装误差。
八、传动系统模拟对接
将减速机与电机、负载设备进行预对接,检查传动轴的同轴度和平行度。使用激光对中仪测量两轴的同轴度误差,确定不超过0.05mm;对于带传动或链传动结构,两轴的平行度误差需控制在0.1mm/m以内,提前发现并调整连接偏差。
九、电气线路预检查
若减速机配备电机或电气控制装置,需提前检查电气线路的连接情况,电源线、控制线的接线正确,绝缘电阻不低于1MΩ。同时测试控制开关、过载保护装置的功能是否正常,避免安装后因电气故障影响试车进度。
十、安装方案复核
组织技术人员对安装方案进行后期复核,明确安装步骤、人员分工、稳定注意事项等内容。针对安装过程中的关键环节,如同轴度调整、螺栓紧固力矩、润滑油加注量等,制定详细的操作标准,确定安装工作按规范有序进行。