联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
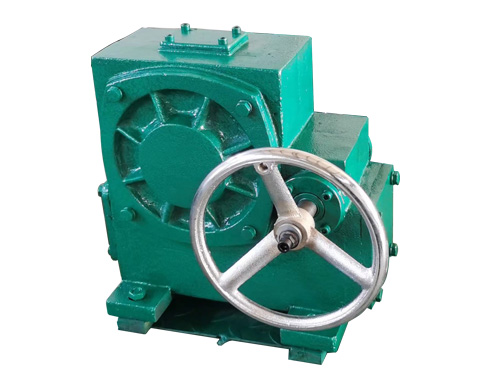
在工业传动系统中,PW包络蜗杆减速器凭借其高承载能力、紧凑结构及平稳传动特性,普遍应用于冶金、化工、物流等重载场景。然而,设备运行中出现的振动异常现象,往往成为制约其性的关键因素。本文从机械结构、传动部件、安装工艺及维护管理四个维度,系统剖析振动异常的成因,并提出针对性诊断与处理方案。
一、机械结构缺陷引发的振动
包络蜗杆减速器的核心部件包括蜗轮、蜗杆及支撑轴承,其结构精度直接影响振动特性。若蜗轮蜗杆的齿面加工存在误差,如齿形偏差、齿距不均或表面粗糙度超标,会导致啮合过程中产生周期性冲击载荷。这种冲击会通过轴系传递至箱体,引发低频振动。例如,某冶金企业使用的减速器因蜗轮齿面存在局部剥落,运行中产生明显的低频沉闷声,振动频谱分析显示其能量集中于啮合频率及其倍频段。
此外,箱体结构的刚性不足也是常见诱因。若箱体铸造或焊接工艺存在缺陷,如壁厚不均、增加筋设计不正确或焊接变形,会导致设备在运行中因动态载荷作用产生弹性变形,进而激发振动。某化工企业的减速器因箱体侧壁厚度不足,在满负荷运行时出现箱体共振现象,振动幅值随转速升高明显增大。
二、传动部件状态劣化导致的振动
传动部件的磨损或损坏是振动异常的直接原因。滚动轴承作为关键支撑元件,其滚道、滚动体或保持架的磨损会破坏旋转精度,产生高频振动。例如,某物流输送设备的减速器因输入轴轴承保持架断裂,导致滚动体散落,运行中发出尖锐的金属摩擦声,振动频谱中高频段能量突增。同时,轴承润滑不足会加速磨损过程,形成恶性循环。
蜗轮蜗杆的磨损同样不可忽视。长期运行后,齿面接触疲劳会导致点蚀或胶合,破坏啮合稳定性。某矿山设备的减速器因润滑油污染,蜗轮齿面出现严重胶合,运行中产生剧烈振动,并伴随温升过快现象。此外,蜗杆轴的弯曲变形或轴系对中偏差会引发附加载荷,加剧振动强度。
三、安装工艺问题诱发的振动
安装工艺的规范性对设备振动特性具有决定性影响。若减速器与电机或负载设备的联轴器对中不良,会导致轴系产生径向或轴向偏移,引发周期性振动。例如,某钢铁企业的减速器因联轴器安装角度偏差,运行中轴系产生交变应力,导致蜗杆轴弯曲变形,振动幅值随时间逐步增大。
基础安装的稳固性同样关键。若减速器底座固定不牢或地脚螺栓松动,设备运行中会因动态载荷作用产生晃动,甚至与电机形成共振。某水泥生产线的减速器因基础混凝土强度不足,运行中发生整体位移,导致振动超标并引发联轴器损坏。
四、维护管理缺失加剧的振动
润滑管理的疏漏是振动异常的常见诱因。若润滑油选用不当或愈换周期过长,会导致齿面与轴承润滑失效,摩擦阻力增大并产生异常磨损。例如,某化工企业的减速器因长期使用劣质润滑油,蜗轮齿面出现严重磨损,运行中振动与噪声明显增强。此外,油位过高或过低均会影响润滑效果,油位过高可能引发油封漏油,油位过低则导致润滑不足。
定期检修的缺失会掩盖早期故障隐患。若未及时发现并处理轴承滚道点蚀、蜗轮齿面裂纹等初期损伤,故障会逐步并引发连锁反应。某矿山设备的减速器因未定期检查轴承状态,导致保持架断裂后引发轴系卡死,后期造成设备停机事故。
五、振动异常的综合诊断与处理
针对振动异常问题,需建立“听-测-析”全流程诊断体系。起先通过听音棒或振动传感器初步判断噪声类型,高频尖锐声多源于轴承故障,低频沉闷声常为齿轮问题。随后利用频谱分析仪采集振动信号,识别啮合频率、轴承故障频率等关键指标。例如,若频谱中啮合频率及其倍频成分幅值明显增大,可能存在齿面磨损或啮合不良;若轴承外圈故障频率特征明显,则需检查轴承状态。
处理方案需结合故障类型制定。对于齿面磨损或轴承损坏,需替换受损部件并调整啮合间隙;对于安装偏差,需重新校准联轴器对中并加固基础;对于润滑问题,需愈换符合工况要求的润滑油并优化换油周期。此外,增加设备巡检与状态监测,建立振动档案并设定预警阈值,可实现故障的早期预警与准确处置。
PW包络蜗杆减速器的振动异常诊断需从机械结构、传动部件、安装工艺及维护管理等多维度综合分析。通过系统性诊断方法与针对性处理措施,可降低振动强度,提升设备运行的性与稳定性,为工业生产的速率不错运行提供坚实确定。