联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
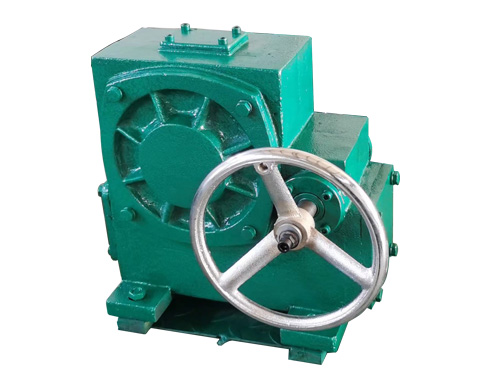
RZS电炉减速机作为冶金、矿山等工业区域中频电炉自动倾倒作业的核心传动装置,其核心部件的细致加工技术规范与公差控制直接决定了设备运行的稳定性、传动速率及使用寿命。以下从材料选用、加工工艺、热处理、装配调试及公差控制五个维度,系统阐述其技术要求。
一、材料选用与预处理规范
核心部件(蜗杆、蜗轮、箱体)需采用合金结构钢,抗拉强度与韧性平衡。材料入库前需通过声波探伤检测,排除裂纹、夹杂等缺陷,避免加工过程中因材料内部应力释放导致变形。箱体等铸造件需进行时效处理,去掉铸造内应力,为后续细致加工提供稳定基体。
二、细致加工工艺规范
蜗杆加工
采用可磨削设计,通过数控磨床实现齿形精度控制。加工过程中需分粗、精两阶段进行:粗加工阶段预留磨削余量,精加工阶段采用金刚石砂轮,确定齿面粗糙度符合要求,同时控制齿形误差在允许范围内,避免啮合时产生冲击载荷。
蜗轮加工
蜗轮齿圈与轮毂采用分体加工后组合工艺。齿圈通过滚齿机加工,需严格控制齿距累积误差与齿圈径向跳动,与蜗杆啮合时接触斑点分布均匀。轮毂采用车削加工,内孔与外圆同轴度需达到要求,为后续装配提供定位基准。
箱体加工
箱体作为支撑部件,其加工精度直接影响轴承游隙与齿轮啮合稳定性。加工时需遵循“基准统一”原则,以底面为定位基准,依次完成轴承孔、结合面、端面的加工。轴承孔尺寸公差需控制在要求范围内,表面粗糙度需达到要求,圆柱度误差不超过孔径公差的一半。结合面需通过刮研工艺确定平面度与密封性,两结合面间隙需控制在小范围内,防止漏油。
三、热处理规范
核心部件需通过热处理提升综合力学性能:
蜗杆:采用高频淬火工艺,淬硬层深层需覆盖齿根圆角区域,确定齿面硬度达标的同时,保留轴体韧性,防止断裂。
蜗轮齿圈:渗碳淬火后需进行低温回火,去掉淬火应力,表面硬度需达标,心部硬度需达到韧性要求,避免齿面剥落。
箱体:调质处理后硬度需适中,既确定足够的强度,又避免因硬度过高导致加工困难或脆性增大。
四、装配调试规范
轴承装配
轴承游隙是影响传动平稳性的关键参数。装配时需采用千分表校准,通过调整垫片厚度控制游隙在正确范围内,运转时既无过热现象,又无振动噪声。
齿轮啮合调整
蜗杆与蜗轮啮合时,需确定中间平面内模数与压力角相等,螺旋线旋向一致。通过红丹粉检测接触斑点,调整蜗轮轴向位置,使接触斑点分布于齿面中部,避免边缘接触导致应力集中。
密封结构优化
针对高温工况,密封件需选用不怕温材料,配合金属骨架增强刚性,防止橡胶老化失效。输出轴采用迷宫式密封与骨架油封复合结构,提升防漏油能力。
五、公差控制要求
形位公差
蜗杆轴颈圆柱度需控制在小范围内,避免因椭圆度导致轴承偏载。
蜗轮轮毂内孔与外圆同轴度需达到要求,防止装配后齿圈偏斜。
箱体轴承孔轴线平行度需在跨距范围内测量,确定齿轮啮合时轴向力均匀分布。
尺寸公差
蜗杆齿厚上偏差需为负值,下偏差为负值,与蜗轮啮合时具有正确侧隙,防止卡死。
蜗轮齿圈内孔与轮毂外圆采用过渡配合,公差带需按要求选取,避免装配过紧导致齿圈开裂或过松引发振动。
表面粗糙度
蜗杆齿面粗糙度需达标,降低摩擦系数,减少发热。
轴承孔表面粗糙度需达标,提升接触刚度,延长轴承寿命。
结合面粗糙度需达标,增强刮研效果,确定密封性。
通过上述技术规范与公差控制,RZS电炉减速机可实现精度不错传动、低噪声运行及长寿命服务,达到中频电炉自动倾倒作业对传动装置的严苛要求。