联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
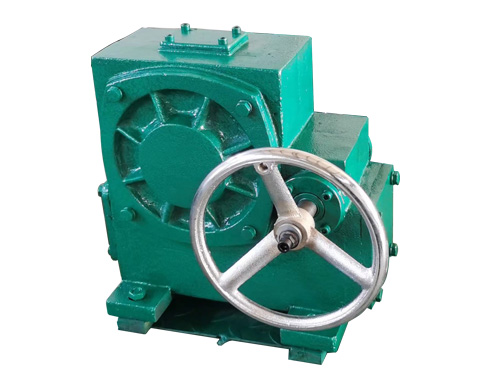
NMRV微型蜗杆减速机作为新一代传动设备,其核心优点在于蜗轮蜗杆副的精度不错啮合工艺。该工艺通过材料选择、加工精度控制及热处理技术的协同优化,实现了传动速率、承载能力与运行稳定性的全部提升,为工业自动化设备提供了的传动解决方案。
一、材料选择与配对:奠定精度不错基础
蜗轮蜗杆副的材料选择直接影响啮合性能。蜗杆通常采用合金钢,通过碳氮共渗处理形成硬化层,齿面硬度可达HRC60以上,硬层厚度超过标准要求。这种处理方式明显提升了蜗杆的性与不怕乏性能,在长期运行中保持齿形精度。蜗轮则选用特别配制的镍青铜,其成分经过优化设计,兼具与良好的自润滑特性。镍青铜蜗轮与硬化钢蜗杆的配对,通优良度差与材料相容性控制,形成理想的摩擦副,既减少磨损又降低运行噪音。
材料配对时需考虑热膨胀系数的匹配性。例如,在高温工况下,若蜗轮与蜗杆的热膨胀系数差异过大,可能导致啮合间隙变化,引发振动或噪声。因此,NMRV减速机通过准确计算材料热膨胀系数,确定在-10℃至60℃的环境温度范围内,蜗轮蜗杆副始终保持稳定的啮合状态。
二、加工工艺:精度控制的核心环节
蜗轮蜗杆的加工精度直接决定啮合质量。现代制造技术通过多工序协同优化,实现了齿形、齿距及表面粗糙度的准确控制。蜗杆加工采用数控螺纹磨削技术,结合立方氮化硼砂轮,通过动态修整与实时补偿系统,去掉磨削过程中的振动误差,导程精度与表面粗糙度达标。例如,某型号蜗杆的螺旋面加工中,通过闭环控制系统将导程误差控制在微米级,为后续蜗轮啮合提供了精度不错基准。
蜗轮加工则采用硬齿面刮削工艺。对于渗碳淬火后的硬度不错蜗轮,通过细致刮刀对齿面进行微量切削,既确定齿面硬度,又将精度提升至微米级。该工艺可修正热处理后的齿形误差,延长蜗轮蜗杆副的使用寿命。例如,在某化工企业的应用案例中,采用刮削工艺的蜗轮副连续运行后,齿面磨损量明显降低,维护周期延长。
复合加工与在线检测技术的引入,进一步提升了加工速率与一致性。现代生产线将加工与检测环节集成,例如在机测量技术可在蜗轮蜗杆加工完成后直接进行齿形、齿距的激光扫描,数据反馈至控制系统实时调整工艺参数。这种闭环加工模式大幅降低了废品率,适合航空航天等区域对传动精度的严苛要求。
三、热处理与表面:提升综合性能
热处理工艺对蜗轮蜗杆副的性能重要。蜗杆的碳氮共渗处理通过准确控制渗碳温度与时间,形成均匀的硬化层,既提升表面硬度又避免晶粒粗化。蜗轮则采用特别热处理工艺,在保持基体韧性的同时,优化齿面硬度分布。例如,某型号蜗轮通过分级淬火工艺,将齿面硬度与心部硬度差控制在正确范围内,防止了因热应力导致的开裂问题。
表面技术进一步提升了蜗轮蜗杆副的不怕磨性。例如,在蜗杆齿面涂覆固体润滑涂层,可降低摩擦系数,减少能量损耗;蜗轮则通过微量油气润滑系统,在齿面形成均匀油膜,延长使用寿命。这些表面处理技术的协同应用,使NMRV减速机在恶劣工况下仍能保持稳定运行。