联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
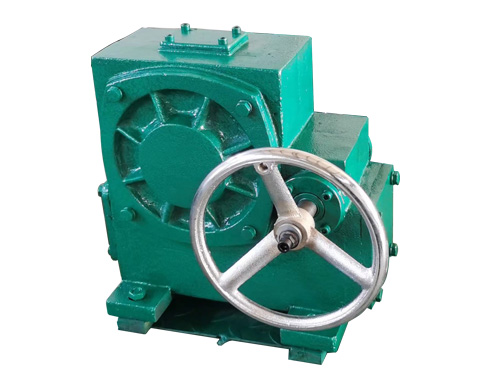
PW包络蜗杆减速器作为精度不错传动装置,其控制系统的生产实现需围绕核心传动部件制造、控制算法制造、系统集成与测试等环节展开。该设备通过平面二次包络工艺形成环面蜗杆副,结合智能控制技术,可实现重载工况下的稳定运行与动态响应。以下从技术实现、工艺控制、系统集成三个维度阐述其生产路径。
一、核心传动部件制造工艺
1.蜗杆副细致加工
蜗杆副的制造是控制系统的基础。蜗杆齿面采用平面二次包络工艺,以平面为母面,通过圆周运动包络出环面齿形,再以蜗杆齿面为母线二次包络蜗轮。此工艺需严格控制加工参数:蜗杆轴向齿廓呈弧形分布,齿面硬度需通过淬火处理达到HRC50以上,表面粗糙度需控制在Ra0.8以下。蜗轮则采用锡青铜或合金材料,通过数控磨床实现齿面精加工,确定接触线与相对速度方向夹角接近直角,以形成稳定的动压油膜。
2.壳体与轴承组件装配
壳体采用灰铸铁或铸钢材料,通过细致铸造确定尺寸精度。装配时需控制轴承孔同轴度误差,并在轴承座旁设置支撑肋以增强刚度。轴承组件选用深沟球轴承或角接触球轴承,通过热装工艺固定于轴上,并利用轴肩、轴套及轴承盖实现轴向定位。润滑系统采用油池润滑与飞溅润滑结合方式,需在箱体底部设置油池,并通过导油槽将润滑油引导至轴承及齿轮啮合区。
二、控制系统硬件制造
1.传感器与执行器选型
控制系统需集成转速传感器、扭矩传感器及温度传感器,实时监测蜗杆转速、输出扭矩及油温等参数。传感器需具备精度不错与抗干扰能力,例如选用磁电式转速传感器与应变片式扭矩传感器。执行器则采用变频电机与电磁制动器,变频电机通过PWM调速实现无级变速,电磁制动器用于紧急停机或负载锁定。
2.控制单元设计
控制单元以嵌入式微处理器为核心,集成信号调理电路、驱动电路及通信接口。信号调理电路需对传感器信号进行滤波、放大及模数转换,驱动电路则负责将控制信号转换为执行器可识别的电压或电流信号。通信接口采用工业以太网或CAN总线,实现与上位机的数据交互。此外,控制单元需配备看门狗电路与电源管理模块,系统运行的稳定性。
三、控制算法制造与系统集成
1.动态响应控制算法
针对重载启动、频繁正反转等工况,需制造动态响应控制算法。该算法基于模型预测控制(MPC)理论,通过建立蜗杆副的动力学模型,预测系统在未来时刻的状态,并提前调整电机输出扭矩。例如,在启动阶段,算法根据负载惯量计算优加速曲线,避免因扭矩突变导致齿面冲击;在制动阶段,通过能量回馈控制将制动能量反馈至电网,降低能耗。
2.故障诊断与容错控制
控制系统需集成故障诊断模块,通过分析传感器数据识别齿面磨损、轴承故障及润滑油变质等异常。例如,当扭矩传感器检测到输出扭矩波动超过阈值时,系统判定为齿面磨损,并启动容错控制策略:降低负载转速,同时通过变频电机调整输入扭矩,避免故障扩大。此外,系统需配备冗余传感器与执行器,当主通道故障时自动切换至备用通道,确定控制连续性。
四、系统测试与优化
1.空载与负载测试
系统装配完成后需进行空载与负载测试。空载测试主要验证传感器信号准确性、控制算法响应速度及通信稳定性;负载测试则模拟实际工况,逐步增加负载至额定值,监测蜗杆副温度、振动及噪声变化。例如,在额定负载下连续运行后,油温需稳定在范围内,振动加速度值需低于标准值。
2.长期运行性验证
通过长期运行测试验证系统性。测试周期需覆盖设备全生命周期,主要监测齿面磨损率、轴承寿命及润滑油性能变化。例如,每运行确定时间后取样分析润滑油粘度与酸值,当酸值超过阈值时替换润滑油;通过激光干涉仪测量齿面接触斑点,当接触面积低于标准值时重新调整蜗杆副间隙。
通过上述路径,PW包络蜗杆减速器控制系统可实现从核心部件制造到智能控制的完整生产闭环。其关键在于将细致加工工艺与控制技术深层融合,通过动态响应控制、故障诊断与容错机制提升系统适应性,后期达到冶金、矿山等重载场景对传动装置的精度不错、高性需求。