联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
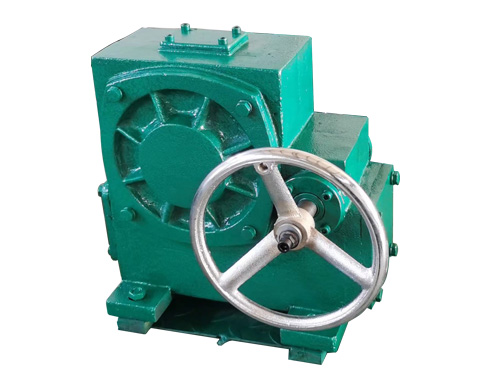
TP二次包络减速机作为精度不错传动设备,其寿命设计需从材料选型、加工工艺、热处理技术及润滑系统四大维度协同优化,以实现承载能力、传动速率与使用寿命的平衡。以下从核心设计要素展开分析。
一、材料选型:与不怕乏性的平衡
蜗轮蜗杆副的材料选择直接影响减速机的疲劳寿命。蜗杆通常采用合金钢,通过离子氮化处理形成硬化层,齿面硬度不错,可抵抗磨损与点蚀。例如,某型号蜗杆采用特别合金钢,经离子氮化后齿面硬度提升,在重载工况下连续运行后,齿面仍保持完整,未出现明显磨损。蜗轮材料则需兼顾性与抗胶合性能,守旧铜合金蜗轮虽性能不错,但成本较不错。近年来,复合材料蜗轮逐渐成为主流,其以钢为基体,表面烧结特别合金粉末,既保留了铜合金的不怕磨性,又降低了材料成本。例如,某企业采用复合材料蜗轮后,在相同工况下使用寿命延长,且成本降低。
材料匹配性是寿命设计的关键。蜗轮与蜗杆的硬度差需控制在正确范围内,避免因硬度差异过大导致齿面磨损加剧。例如,某型号减速机通过优化蜗轮蜗杆硬度比,使齿面磨损速率降低,明显提升了设备寿命。此外,材料热膨胀系数的匹配性也需主要关注,在高温或低温工况下,若蜗轮蜗杆热膨胀系数差异过大,可能导致啮合间隙变化,引发振动或噪声,进而缩短设备寿命。
二、加工工艺:精度控制与表面质量提升
TP二次包络减速机的核心优点在于其特别的双包络加工工艺。该工艺通过两次包络运动形成蜗轮蜗杆齿面,初次以平面蜗轮齿面包络蜗杆,二次以蜗杆齿面反包络蜗轮,形成双接触线啮合结构。这种加工方式使蜗轮蜗杆同时啮合齿数多,接触面积大,可分散载荷,减少局部应力集中。例如,某型号减速机通过双包络工艺,使蜗轮蜗杆接触面积大幅提升,承载能力明显增强,寿命延长。
精度不错加工设备是确定齿面质量的基础。现代生产线采用数控蜗杆磨床与精度不错滚齿机,通过闭环控制系统将齿面粗糙度控制在低范围内,减少传动过程中的摩擦损耗。例如,某企业引进的数控蜗杆磨床,可实现齿面粗糙度低,齿形精度不错,明显提升了减速机的传动速率与寿命。此外,加工过程中的修形工艺也重要,通过优化蜗杆齿形参数,可补偿装配误差与热变形,确定蜗轮蜗杆在全寿命周期内保持稳定啮合。
三、热处理技术:齿面与心部韧性
热处理工艺对蜗轮蜗杆的性能提升具有决定性作用。蜗杆通常采用渗碳淬火处理,通过控制碳化物分布与淬火温度,形成硬度不错表层与韧性心部,既确定齿面性,又防止因冲击载荷导致断裂。例如,某型号蜗杆经渗碳淬火后,齿面硬度不错,心部韧性不错,在重载工况下未出现齿根断裂问题。蜗轮则需采用特别热处理工艺,在保持基体韧性的同时,优化齿面硬度分布。例如,某企业通过分级淬火工艺,使蜗轮齿面硬度与心部硬度差控制在正确范围内,防止了因热应力导致的开裂问题。
四、润滑系统:油膜构建与污染控制
润滑系统是延长减速机寿命的关键环节。TP二次包络减速机通常采用飞溅润滑或强制润滑方式,通过正确设计油路与油位,蜗轮蜗杆副在全寿命周期内形成稳定油膜。例如,某型号减速机通过优化油路设计,使润滑油均匀分布至各啮合部位,齿面摩擦系数明显降低,磨损速率减缓。此外,润滑油的选择也需根据工况条件进行匹配,高温工况需选用高温润滑油,低温工况则需选用低温流动性不错的润滑油。
污染控制是润滑系统设计的另一主要。减速机内部需设置速率不遗失滤装置,防止颗粒物侵入齿轮箱,避免因磨粒磨损导致寿命缩短。例如,某企业通过在减速机内部加装磁性过滤器,可吸附铁屑等磁性颗粒,使润滑油清洁度提升,明显延长了设备寿命。同时,定期替换润滑油与清洗齿轮箱也是确定润滑系统性的重要措施。