联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
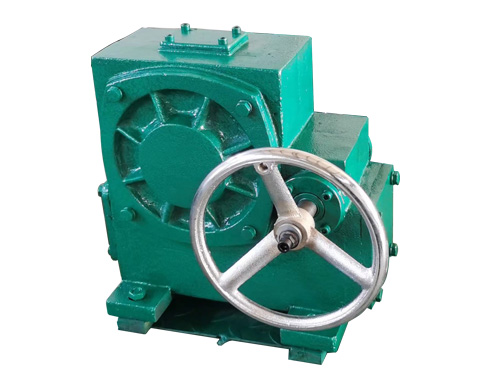
RZS电炉减速机作为冶金电炉、高温浇注等场景的核心传动部件,其安装精度与对中质量直接影响设备运行的稳定性与使用寿命。该系列减速机采用二层蜗杆蜗轮传动结构,具备大速比、自锁性及低噪音等特性,但复杂的传动链对安装工艺提出了严苛要求。以下从基础准备、对中调整、安装实施及验收测试四个维度,系统阐述其关键技术要求。
一、基础准备:稳固性与环境适配性并重
减速机基础需具备足够的强度与稳定性,以抵抗传动过程中的反作用力。混凝土基础应采用高标号材料,抗压强度达到设备长期运行需求。预埋地脚螺栓需选用合金钢材质,锚固深层应达到螺栓直径的倍数,以防止振动导致的松动。基础表面需进行细致找平,使用激光水平仪检测水平度,误差需控制在小范围内,避免因基础倾斜引发齿轮啮合偏载。
环境适应性是基础准备的另一主要。在高温工况下,需在基础与减速机底座间加装特种橡胶减振垫,通过有限元分析验证振动传递率,防止共振引发的齿轮冲击。对于腐蚀性环境,基础表面需涂覆环氧(以实际报告为主)(以实际报告为主)(以实际报告为主)涂层,延长结构寿命。此外,安装位置应预留足够的操作空间,便于后续维护与检修。
二、对中调整:三维坐标系下的细致校准
对中是安装过程的核心环节,需建立三维坐标系实现轴向、径向及角度偏差的同步控制。推荐采用激光对中仪进行动态测量,该设备可实时显示两轴的相对位置关系,并生成调整报告。操作时,将激光发射器固定于电机轴,接收器安装于减速机输入轴,通过液压千斤顶或调整螺栓移动电机位置,直至径向偏差与角度偏差均达到允许范围。
对于不具备激光对中条件的场景,可采用百分表法进行静态检测。将磁力表架固定于轴端,表头抵触对中面,手动盘动轴旋转,记录大与小读数差。径向对中需确定读数差小,轴向对中则需控制端面间隙均匀性。调整过程中,应遵循“先轴向、后径向”的原则,避免偏差耦合。
热膨胀补偿是对中调整的延伸要求。在高温工况下,需根据环境温度计算轴向补偿量,预留间隙,防止热膨胀导致的轴承卡死。联轴器选型时,应选择择用弹性联轴器,其许用补偿量需覆盖设备运行过程中的大位移。
三、安装实施:模块化装配与细节管控
安装实施需严格遵循模块化装配原则。起先,清洁输入/输出轴及法兰结合面,使用航空汽油去掉油污与颗粒物,残留杂质尺寸需控制在小范围内。键槽部位需进行磁粉探伤,无裂纹缺陷。其次,涂抹防咬合剂于螺纹孔,预充指定型号润滑脂于轴承部位,填充量需控制在轴承空腔比例以内。
联轴器安装是关键控制点。选用梅花形弹性联轴器时,需验证膜片组硬度与疲劳寿命,安装时涂抹二硫化钼润滑脂以降低摩擦。螺栓紧固需采用对角线分步紧固法,使用声波螺栓伸长量测量仪验证预紧力,确定残余扭矩达标。对于输出轴法兰,需加装开口销或双螺母防松,振动测试后扭矩衰减率需控制在小范围内。
间隙调整直接影响传动精度。通过增减垫片组控制蜗轮副侧隙,使用塞尺检测时需施加均匀压力。对于空心输出轴,锥面配合过盈量需严格把控,防止因装配过松引发振动。
四、验收测试:全工况验证与数据追溯
安装完成后需进行空载与负载测试。空载运行阶段,以低速启动后逐步升速至额定转速,连续运行时长,监测轴承温度、振动速度及噪声值。油位校验需定时检查,因油温升高导致的油位下降量应控制在初始油位比例以内。
负载测试需分级加载,记录各级载荷下的输入功率、输出转速及温升曲线。满载运行阶段,需验证传动速率是否符合型号标称值,同时检测蜗轮齿面接触斑点分布,沿齿高与齿长方向达标。对于超载试验,需施加比例额定负载,监测控制阀启跳压力、轴向位移及噪声突变点,确定设备在端工况下的稳定性。
验收测试完成后,需生成包含安装记录、调试数据及金相报告的数字化档案,上传至智能运维平台实现全生命周期追溯。通过实施该技术规范,RZS电炉减速机的安装合格率可明显提升,故障间隔时间延长,为冶金电炉等场景的稳定运行提供确定。