联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
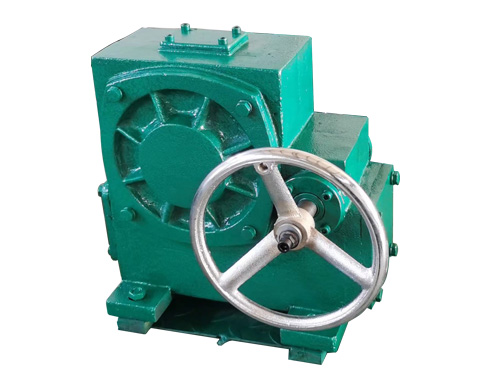
RZS电炉减速机作为中频电炉、熔炼炉等高温设备的核心传动部件,其安装精度与调试质量直接影响设备运行稳定性与使用寿命。该机型采用二层蜗轮蜗杆传动结构,具备高承载能力(额定扭矩达2000-5000N·m)与宽温域适应性(-20℃至60℃),但复杂的热应力工况对安装工艺提出严苛要求。以下从安装准备、机械装配、电气调试、负载验证四个阶段,系统阐述其关键技术要点。
一、安装前准备与基础要求
1.环境与基础处理
场地要求:安装区域需达到粉尘浓度≤5mg/m³、湿度≤85%RH的洁净度标准。基础平台应采用C30混凝土浇筑,表面平整度≤0.1mm/m,预留地脚螺栓孔直径比螺栓大20-30mm,为螺栓直径的15倍。
减震措施:基础与减速机间设置双层减震垫(橡胶硬度60±5ShoreA,厚度15-20mm),并安装惯性块(质量为减速机自重的1.5-2倍),以吸收电炉启停时的冲击载荷。
2.部件检查与预处理
外观检测:检查蜗轮齿面粗糙度(Ra≤0.8μm)、蜗杆螺旋线误差(≤0.02mm/300mm),使用三坐标测量仪验证箱体孔系同轴度(Φ0.03mm以内)。
清洗与润滑:采用声波清洗机(频率40kHz,温度60℃)去掉齿轮毛刺与防锈油,轴承装配前加热至80-100℃(使用感应加热器),内圈涂抹二硫化钼锂基脂(NLGI2等级)。
二、机械装配与精度控制
1.轴系对中与间隙调整
同轴度控制:使用激光对中仪(精度±0.001mm)调整电机与减速机轴系,径向偏差≤0.02mm、角度偏差≤0.05mm/100mm。对中后采用热装工艺安装联轴器(加热温度180-200℃),避免冷装导致的残余应力。
轴向间隙:通过调整垫片控制蜗轮轴向游隙(0.08-0.12mm),使用塞尺检测蜗杆轴承预紧力(轴向载荷的15%-20%),确定齿轮啮合侧隙为0.15-0.25mm。
2.密封与润滑系统安装
油封装配:采用用工装压装骨架油封(唇口硬度65±5ShoreA),唇口涂抹硅基润滑脂,安装后进具体以实际为主密性检测(压力0.3MPa,保压10min无泄漏)。
油路连接:润滑油管采用不锈钢编织软管(不怕压1.6MPa),接头处使用O型圈密封,油路阻力≤0.1MPa。油位计安装高度误差≤±2mm,油标刻度与实际油位偏差≤5mm。
三、电气调试与保护设置
1.电机参数匹配
功率适配:根据电炉负载特性选择电机功率(需留20%-30%余量),变频器容量为电机额定功率的1.2-1.5倍。设置加速时间(10-20s)与减速时间(15-25s),避免瞬时过载。
热保护整定:热继电器整定电流为电机额定电流的1.05-1.1倍,PTC热敏电阻动作温度设为130±5℃,确定电机温升≤80K(电阻法测量)。
2.控制系统校准
编码器安装:增量式编码器与电机轴同轴度≤0.01mm,分辨率≥1024P/R。通过示波器验证A/B相信号相位差为90°±0.5°,Z相脉冲宽度≥90°电角度。
PLC程序调试:设置电炉升降速度曲线(0-1额定转速线性调节),配置急停响应时间≤50ms,模拟量输入滤波时间常数设为50-100ms。
四、负载验证与性能优化
1.空载试运行
磨合程序:按25%、50%、75%额定转速各运行2h,末级加载至1扭矩运行8h。期间每30min记录一次振动速度(ISO10816-3标准)、轴承温度(≤85℃)、油温(≤75℃)。
噪声评估:在距设备1m处测量A计权声压级,正常工况下应≤85dB(A),异常噪声(>90dB)需排查齿轮啮合或轴承故障。
2.负载性能测试
速率验证:采用扭矩传感器测量输入/输出扭矩,计算传动速率(η≥85%)。在110%额定扭矩下运行30min,检测蜗轮齿面接触斑痕(沿齿高方向分布50%-70%)。
热平衡测试:环境温度40℃时,连续运行4h后减速机表面温度≤90℃,油温≤80℃。若超温,需优化散热翅片(高度≥12mm,间距≤4mm)或增设强制风冷(风量≥8m³/min)。
通过系统化安装与调试,RZS电炉减速机的平均无故障时间(MTBF)可提升至30000小时以上,齿轮寿命延长至8-10年。企业需建立基于状态监测的防预性维护体系,定期检测润滑油酸值(≤2mgKOH/g)、金属元素含量(Fe>100ppm预警),结合振动频谱分析(主要关注GMF边频带能量变化),实现从故障维修到预测性维护的跨越。