联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
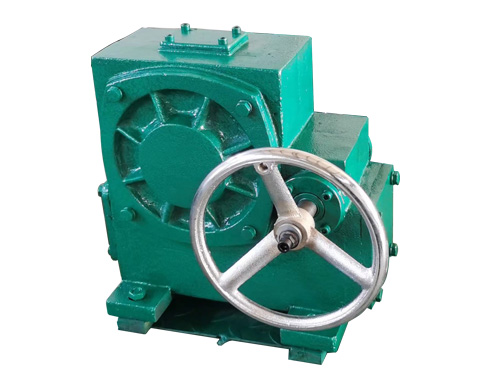
RZS电炉用减速机作为中频电炉、高温电炉自动倾倒作业的核心传动装置,其核心部件的加工精度与装配误差控制直接决定了设备运行的稳定性与使用寿命。该系列减速机采用尼曼型圆柱蜗杆啮合副传动,通过凸凹齿廓设计优化啮合状态,其核心部件包括蜗杆、蜗轮、输出轴及箱体等,加工工艺与装配误差控制需从材料选择、细致加工、热处理及装配流程标准化等维度系统推进。
一、核心部件加工工艺:精度与性能的双重确定
1.蜗杆加工工艺
蜗杆作为减速机的动力输入部件,其齿形精度直接影响传动速率与噪声水平。加工过程中,采用可磨削设计提升加工精度,通过数控滚齿机完成粗加工后,利用精度不错磨床进行精磨,齿面粗糙度符合标准。凸凹齿廓设计需通过特别刀具实现,通过优化刀具几何参数,使齿面接触应力分布均匀,避免局部应力集中导致的早期失效。此外,蜗杆导程角的加工需严格控制,导程角偏差过大会导致传动速率下降,甚至引发自锁失效。
2.蜗轮加工工艺
蜗轮的加工需与蜗杆形成正确啮合,其齿形精度要求高。加工时,采用滚齿与剃齿相结合的工艺,先通过滚齿机完成粗加工,再利用剃齿刀进行精加工,确定齿面硬度与性。蜗轮材料通常选用铜合金,通过渗碳淬火处理提升齿面硬度,同时保持芯部韧性,避免断裂风险。啮合曲率半径的优化设计需通过细致测量设备验证,接触应力低于材料疲劳限度。
3.输出轴加工工艺
输出轴作为动力输出端,需承受大的扭矩与径向力。加工时,采用锻造工艺提升材料致密度,通过数控车床完成粗加工后,利用磨床进行精磨,确定轴颈与轴承配合面的尺寸精度。Ⅲ型输出轴采用内锥面空心结构,其锥面角度与表面粗糙度需严格控制,以搅拌轴通过锥面定位时实现快装配与锁定。此外,输出轴轴承间距的加宽设计需通过细致加工确定两轴承孔的同轴度,避免因轴系偏移导致的振动加剧。
4.箱体加工工艺
箱体作为减速机的支撑结构,其刚性直接影响传动稳定性。加工时,采用整体铸造工艺提升结构强度,通过数控铣床完成各安装面的精加工,确定平面度与垂直度符合标准。箱体油池的加工需控制表面粗糙度,避免油液泄漏与杂质残留。此外,箱体与底座的连接面需进行刮研处理,提升接触面积,降低局部应力集中风险。
二、装配误差控制技术:从细节到系统的全流程管理
1.齿轮啮合误差控制
蜗杆与蜗轮的啮合精度是装配的核心指标。装配前,需通过涂色法检查接触斑点,齿面接触面积达标。利用塞尺测量齿侧间隙,偏差需控制在标准范围内。装配时,采用标记对位法,避免齿轮错位导致的啮合异常。此外,紧固齿轮轴螺母时需使用扭矩扳手,防止轴向窜动影响啮合精度。
2.轴系同轴度控制
输入轴、输出轴与中间轴的同轴度直接影响传动平稳性。装配时,采用激光对中仪进行轴系校准,确定径向偏差与角度偏差符合标准。轴承安装需使用用套筒,避免硬敲导致的滚道变形。此外,箱体螺栓需对角紧固,防止因局部受力导致的箱体变形。
3.密封装配误差控制
油封与O型圈的装配质量直接影响润滑效果。装配前,需清理密封沟槽,避免杂质残留。油封安装时,唇口需涂用润滑脂,并利用导向套引导装入,防止翻边。O型圈需按压缩量计算选择尺寸,避免过压或过松导致的密封失效。
4.润滑加注误差控制
润滑油的加注量与清洁度需严格控制。加注前,需通过滤网过滤杂质,避免油液污染。加注时,利用带刻度的加油壶按油位镜指示加注,防止油位过高导致的搅拌阻力增大或油位过低导致的润滑不足。
三、结语
RZS电炉用减速机的核心部件加工工艺与装配误差控制技术,需从材料选择、细致加工、热处理及装配流程标准化等维度系统推进。通过优化加工工艺提升部件精度,结合严格的装配误差控制技术,可明显提升减速机的传动速率、降低噪声与振动,延长设备使用寿命,为中频电炉、高温电炉等设备的稳定运行提供确定。